Executive Summary
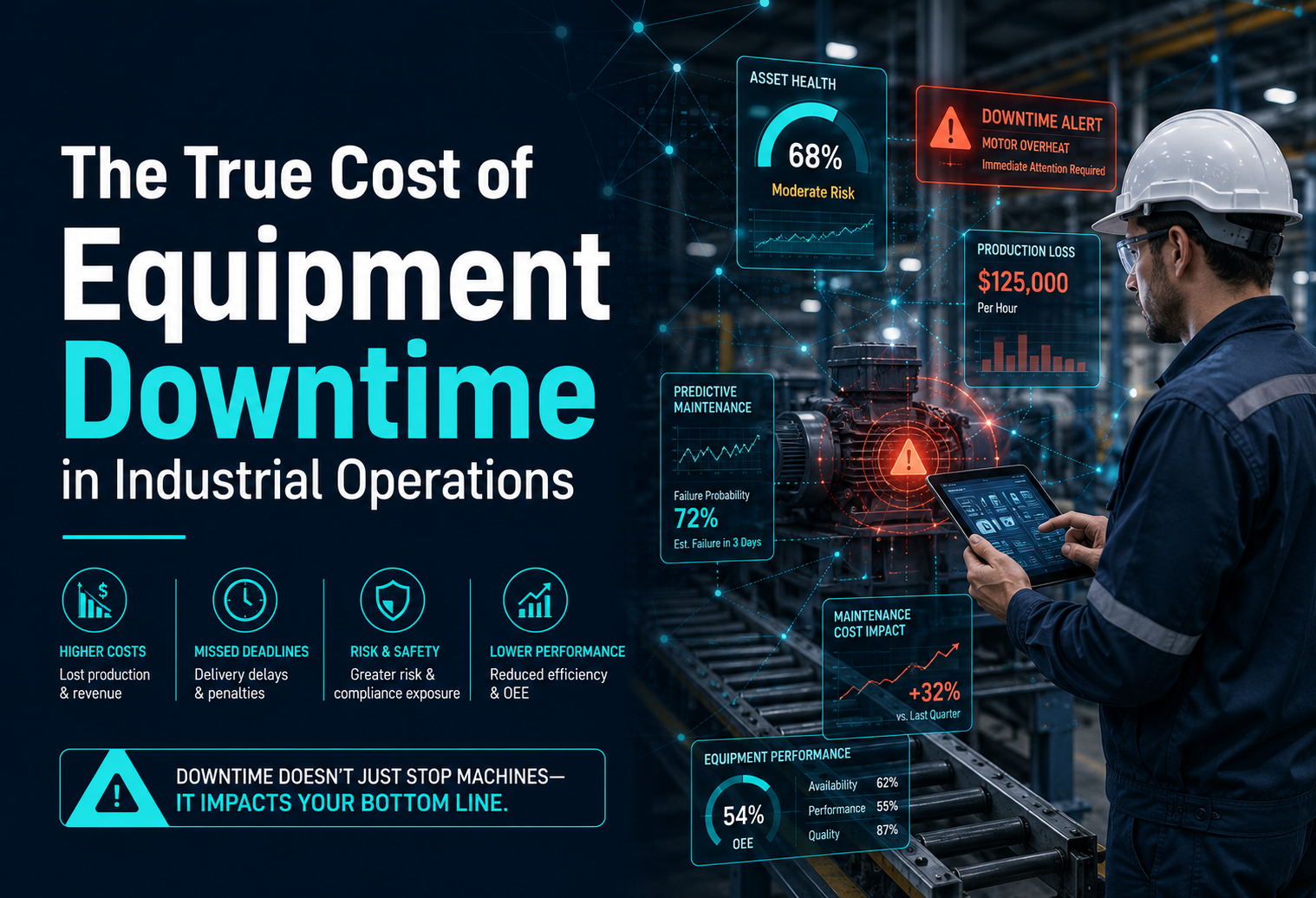
Equipment downtime has traditionally been viewed as an unavoidable operational expense. Machines fail, repairs are made, and production resumes. But in today’s highly connected industrial landscape, this mindset is becoming increasingly costly.
Downtime affects far more than production schedules. It impacts profitability, customer commitments, workforce productivity, supply chain performance, and long-term business resilience. As manufacturers and industrial operators embrace Industrial IoT (IIoT), predictive maintenance, and data-driven operations, equipment downtime is shifting from an operational concern to a strategic business risk.
Organizations that can predict failures, optimize maintenance, and improve asset reliability will be better positioned to compete in an increasingly demanding industrial environment.
Equipment Downtime Is More Than Lost Production
When a critical asset stops operating, the immediate impact is easy to identify: production slows or comes to a halt.
However, the indirect costs are often far greater.
Downtime can lead to:
- Missed production targets
- Delayed customer deliveries
- Increased overtime and labor costs
- Emergency maintenance expenses
- Higher spare parts inventory
- Supply chain disruptions
- Reduced equipment lifespan
- Lost customer confidence
Research from industry analysts consistently shows that unplanned downtime costs industrial organizations billions of dollars globally each year, with asset-intensive industries facing some of the highest financial impacts.
The true challenge isn’t simply repairing equipment quickly—it’s preventing failures before they occur.
Why Downtime Has Become a Strategic Business Issue
Industrial operations are becoming more complex.
Manufacturers now operate connected production lines, automated equipment, distributed facilities, and global supply chains. A single equipment failure can create a ripple effect across multiple business functions.
Beyond operations, downtime affects:
Financial Performance
Unexpected repairs, production losses, and delayed deliveries directly impact operating margins and profitability.
Customer Experience
Late deliveries and inconsistent production schedules can weaken customer trust and damage long-term business relationships.
Workforce Productivity
Operators, technicians, and production teams often remain idle while equipment is repaired, reducing overall workforce efficiency.
Sustainability Goals
Equipment failures frequently result in material waste, increased energy consumption, and inefficient resource utilization.
For business leaders, minimizing downtime is no longer just a maintenance objective—it is a competitive necessity.
The Asset Reliability Maturity Model™
Organizations typically progress through four stages of maintenance maturity.
| Maturity Level | Maintenance Approach | Business Outcome |
| Level 1 – Reactive Maintenance | Repair equipment after failure | High downtime and unpredictable costs |
| Level 2 – Preventive Maintenance | Service assets on fixed schedules | Reduced failures but unnecessary maintenance |
| Level 3 – Predictive Maintenance | Use sensor data and analytics to anticipate failures | Improved equipment reliability and lower costs |
| Level 4 – Intelligent Asset Management | AI continuously optimizes maintenance decisions | Maximum uptime and operational resilience |
| Reactive Maintenance | Predictive Maintenance |
| Repairs after breakdowns | Detects issues before failures occur |
| Higher emergency repair costs | Planned maintenance activities |
| Unexpected production interruptions | Improved production continuity |
| Manual inspections | Continuous equipment monitoring |
| Limited operational visibility | Data-driven maintenance decisions |
Many industrial organizations have adopted preventive maintenance, but leading manufacturers are progressing toward predictive and intelligent asset management.
Reactive vs. Predictive Maintenance
| Reactive Maintenance | Predictive Maintenance |
| Repairs after breakdowns | Detects issues before failures occur |
| Higher emergency repair costs | Planned maintenance activities |
| Unexpected production interruptions | Improved production continuity |
| Manual inspections | Continuous equipment monitoring |
| Limited operational visibility | Data-driven maintenance decisions |
The difference is significant: reactive maintenance manages failures, while predictive maintenance reduces the likelihood of failures altogether.
How Data Is Changing Maintenance Strategies
Connected equipment generates valuable operational data, including:
- Machine health indicators
- Vibration and temperature readings
- Runtime and utilization metrics
- Energy consumption
- Maintenance history
- Component performance
When analysed using AI and advanced analytics, this information enables maintenance teams to identify early warning signs before equipment performance deteriorates.
Instead of relying on fixed maintenance schedules, organizations can prioritize service activities based on actual equipment condition.
This approach helps improve reliability while reducing unnecessary maintenance costs.
A Practical Industry Scenario
Consider a manufacturing facility operating multiple production lines.
Under a traditional maintenance model, equipment inspections are performed according to predefined schedules. Despite these efforts, unexpected failures continue to disrupt production, requiring emergency repairs and causing shipment delays.
After implementing connected asset monitoring and predictive maintenance analytics, the facility begins identifying abnormal operating patterns before failures occur.
Maintenance teams schedule repairs during planned production windows, technicians arrive prepared with the necessary parts, and production interruptions become less frequent.
The outcome is not simply fewer repairs—it is greater operational stability, improved resource planning, and stronger customer confidence.
Three Predictions for the Future of Industrial Maintenance
- Predictive Maintenance Will Become the Operational Standard
- AI Will Support Every Maintenance Decision
- Asset Data Will Drive Business Strategy
Organizations will increasingly replace time-based maintenance schedules with condition-based strategies driven by real-time equipment data.
Artificial intelligence will help maintenance teams prioritize work orders, forecast component failures, optimize spare parts inventory, and improve maintenance planning.
Equipment data will influence investment decisions, production planning, sustainability initiatives, and long-term operational strategy—not just maintenance activities.
Key Questions Every Operations Leader Should Ask
Business leaders should regularly evaluate:
- Which assets create the greatest operational risk?
- Are maintenance decisions based on real-time data or fixed schedules?
- How much downtime could be prevented through predictive maintenance?
- Is equipment performance data supporting broader business decisions?
The answers can reveal opportunities to improve reliability, reduce costs, and strengthen operational resilience.
Conclusion
Equipment downtime is no longer simply a maintenance challenge—it is a strategic business issue that affects profitability, customer satisfaction, and competitive performance.
Organizations that embrace connected assets, predictive maintenance, and AI-driven analytics can shift from reacting to failures to preventing them altogether.
The future of industrial operations belongs to businesses that treat asset reliability as a strategic advantage rather than an operational afterthought.
Because in the era of intelligent manufacturing, the most successful organizations will not be those that repair equipment the fastest.
They will be the ones that prevent failures before they happen.
Ready to Assess Your Maintenance Strategy?
Evaluate your organization’s maintenance maturity with our Asset Reliability Readiness Assessment. Discover how connected assets, predictive analytics, and intelligent maintenance strategies can help reduce downtime, improve equipment performance, and support long-term operational excellence.



![Digital interface showing real-time equipment performance data for an [IoT Solution Provider] maintenance strategy](https://trinetratsense.com/wp-content/uploads/2024/04/Impact-of-IoT-Predictive-Maintenance.webp)



![Promotional banner for [Industrial IoT Solution Provider] services, encouraging companies to partner for IoT solutions.](https://trinetratsense.com/wp-content/uploads/2023/02/iot-service-providers.webp)

